





Определение гидравлических ножниц для металла
Гидравлические ножницы для металла, также известные как гидроножницы, представляют собой механическое устройство, предназначенное для резки металлических материалов. Данное оборудование, использующее гидравлическую систему привода, позволяет разрезать различный металлический лом на куски правильной формы, что облегчает их последующую переработку и утилизацию. Благодаря надежной безопасности и удобству в эксплуатации, это оборудование широко применяется на предприятиях по переработке металлолома, площадках по утилизации отслуживших автомобилей, а также в литейной и металлургической промышленности. Оно является важным вспомогательным оборудованием в процессе переработки металлолома и в прокатном производстве.
По конструктивному исполнению ножницы для металла подразделяются в основном на Портальные ножницы, Аллигаторные ножницы, Ножницы типа «Голова тигра» и Коробчатые ножницы, среди которых наиболее распространены Аллигаторные и Портальные ножницы.
Конструкция гидравлических ножниц для металла
На примере распространенных аллигаторных и портальных ножниц ниже рассматриваются их основные составные части.
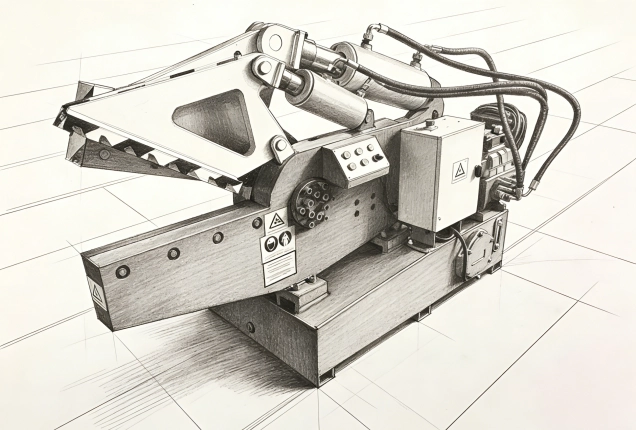
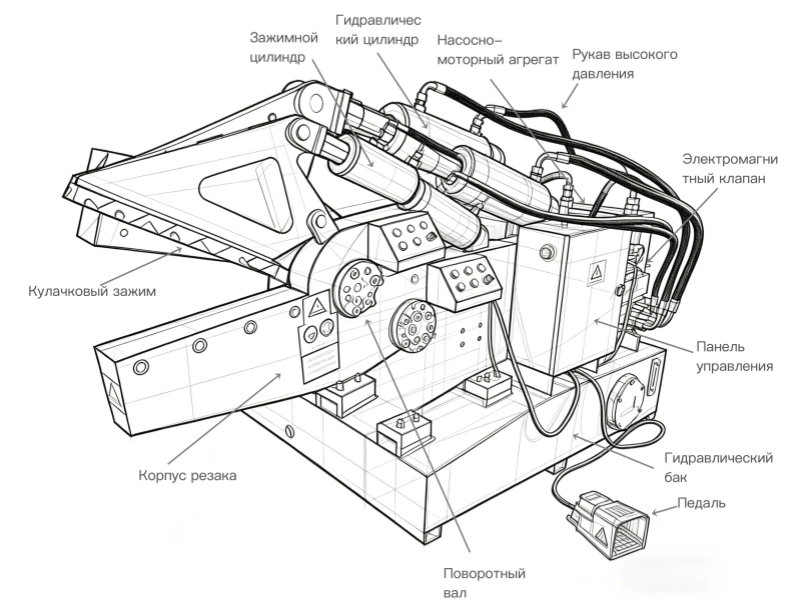
Стандартные аллигаторные ножницы обычно состоят из следующих компонентов:
Основная станина
Основная станина служит несущим каркасом и исполнительной платформой всей машины. Для обеспечения безопасности она представляет собой рамную конструкцию, сваренную из высокопрочных стальных листов. На ней крепятся гидроцилиндры, ножедержатели и элементы трансмиссии. Станина также должна выдерживать колоссальные реактивные усилия, возникающие в момент реза, являясь, таким образом, устойчивым основанием оборудования.
Главный вал
Главный вал является кинематическим узлом, соединяющим и поддерживающим ножедержатель. Будучи центральным валом трансмиссии, он обеспечивает плавное вращение подвижного ножа вокруг своей оси как во время рабочего, так и во время обратного хода. Поскольку главный вал должен одновременно выдерживать боковое давление, возникающее при резании, его конструкция также должна быть высокопрочной.
Гидравлический масляный бак
Гидравлический масляный бак в основном предназначен для хранения гидравлической жидкости, а также выполняет функции охлаждения возвратного масла и осаждения загрязнений.
Ножная педаль
Ножная педаль спроектирована с учетом рабочих привычек оператора. Нажатие на педаль запускает процесс резания, а отпускание приводит к обратному ходу и остановке цикла. Это освобождает руки оператора, облегчая ручную подачу материала.
Шкаф управления
В шкафу управления размещен встроенный ПЛК, который отвечает за обработку сигналов от кнопок, ножной педали и концевых выключателей. Он точно управляет переключением электромагнитных клапанов, а также запуском и остановкой электродвигателя, обеспечивая переключение между различными режимами резки, такими как одиночный и непрерывный циклы.
Электромагнитный клапан (Гидрораспределитель)
Электромагнитный клапан перемещает золотник, изменяя направление потока масла в гидравлической схеме. Это действие управляет небольшим прижимным цилиндром, который сначала прижимает и фиксирует металлолом, после чего главный гидроцилиндр выполняет рабочий ход резки.
Электродвигатель
Электродвигатель преобразует электрическую энергию в кинетическую, приводя в непрерывное действие гидравлический насос. Его номинальная мощность определяет как скорость резания, так и способность ножниц к непрерывной работе.
Гидравлический насос
Гидравлический насос приводится в действие электродвигателем. Он нагнетает давление в гидравлической жидкости, поступающей из масляного бака, непрерывно обеспечивая питание всей гидравлической системы.
Гидравлический цилиндр
Гидравлический цилиндр является основным исполнительным элементом, осуществляющим процесс резания. Масло под высоким давлением, подаваемое гидравлическим насосом, сначала приводит в движение шток поршня, который, используя принцип рычага, заставляет подвижный ножедержатель закрыться. Это создает огромное режущее усилие, необходимое для разрезания металлолома.
Прижимной цилиндр (Зажимной цилиндр)
Прижимной цилиндр служит для предварительного поджатия и фиксации металлолома. Перед тем как подвижный нож выполнит рабочий ход, этот небольшой прижимной цилиндр выдвигается первым, приводя в движение прижимную лапу, которая прочно фиксирует металлолом на нижнем ножедержателе. Это предотвращает выброс или соскальзывание материала во время резки, обеспечивая безопасность и высокую эффективность работы.
Прижимная лапа (Захват)
Прижимная лапа представляет собой неподвижную прижимную головку, непосредственно контактирующую с металлоломом. Ее конструкция позволяет адаптироваться к металлолому различной формы, такому как стальной пруток и чугунные блоки. Она установлена на конце прижимного цилиндра и прижимает материал по мере выдвижения штока цилиндра.
Компоненты портальных ножниц
Принцип работы стандартных портальных ножниц во многом схож с аллигаторными ножницами; с их внешним видом можно ознакомиться на изображении справа. Однако по составу конкретных компонентов они несколько отличаются от аллигаторных ножниц, как подробно описано ниже:
Загрузочный короб (Бункер)
Загрузочный короб является наиболее отличительной внешней особенностью портальных ножниц. Это крупная конструкция коробчатого типа, длина которой обычно составляет от 6 до 8 метров или даже больше. После загрузки металлолома в короб, гидравлический толкатель, расположенный в задней части, проталкивает материал вперед. В соответствии с заданной частотой резки портальные ножницы способны перерабатывать большие объемы лома за одну непрерывную операцию.
Цилиндр бокового сжатия (Подпрессовочный цилиндр)
Цилиндр бокового сжатия предназначен для предварительного уплотнения рыхлого металлолома внутри загрузочного короба. Он сжимает материал сбоку или сверху, устраняя пустоты и обеспечивая его фиксацию. Это гарантирует плавную и равномерную подачу лома в зону реза, тем самым повышая эффективность каждого цикла резки.
Толкающий цилиндр (Цилиндр подачи)
Толкающий цилиндр расположен в задней части загрузочного короба и приводится в действие независимым гидроцилиндром. Управляемый системой ПЛК, он обеспечивает точное регулирование расстояния подачи металлолома при каждом ходе, что позволяет осуществлять автоматизированную непрерывную резку.

Ножедержатель V-образного типа
Ножедержатель V-образной формы предотвращает боковое смещение и перекатывание металлолома неправильной формы в процессе резки. Он также распределяет колоссальное усилие резания по нескольким точкам контакта, что снижает локальный износ ножа и сводит к минимуму риск его выкрашивания или поломки.