






Как работает металлобрикетировочный пресс?
В этой статье подробно объясняется принцип работы и технологический процесс металлобрикетировочного пресса конструкции TITAN. Для лучшего понимания рекомендуем сначала ознакомиться с его конструктивными элементами в статье: «Что такое металлобрикетировочный пресс?»
Принцип работы металлобрикетировочного пресса можно описать как высокоинтегрированный и эффективный мехатронно-гидравлический процесс. Если говорить конкретно, электродвигатель машины приводит в действие гидравлическую систему, создавая огромное давление. Затем возвратно-поступательное движение гидроцилиндра толкает пуансон, который подвергает загруженную металлическую стружку — например, чугунную, алюминиевую и медную — сжатию под высоким давлением. Находясь в закрытой матрице, рыхлая стружка прессуется в плотные брикеты одинаковой формы. Весь процесс отличается согласованным управлением механической, электрической и гидравлической системами, что обеспечивает плавное и точное прессование при значительном повышении как эффективности утилизации металлолома, так и качества готовых брикетов.

Основной рабочий цикл представляет собой автоматизированную последовательность: предварительное сжатие → основное сжатие (включая разделение твёрдой и жидкой фаз) → выдержка под давлением → выталкивание → возврат. Благодаря идеальному сочетанию физических принципов и инженерных технологий пресс обеспечивает уменьшение объёма, уплотнение и рекуперацию ресурсов из отходов металла, являясь незаменимым ключевым оборудованием в современном «зелёном» производстве.
Если рассматривать рабочий цикл на примере горизонтального брикетировочного пресса, его операционные шаги можно условно разделить на следующие пять этапов:
операционные шаги
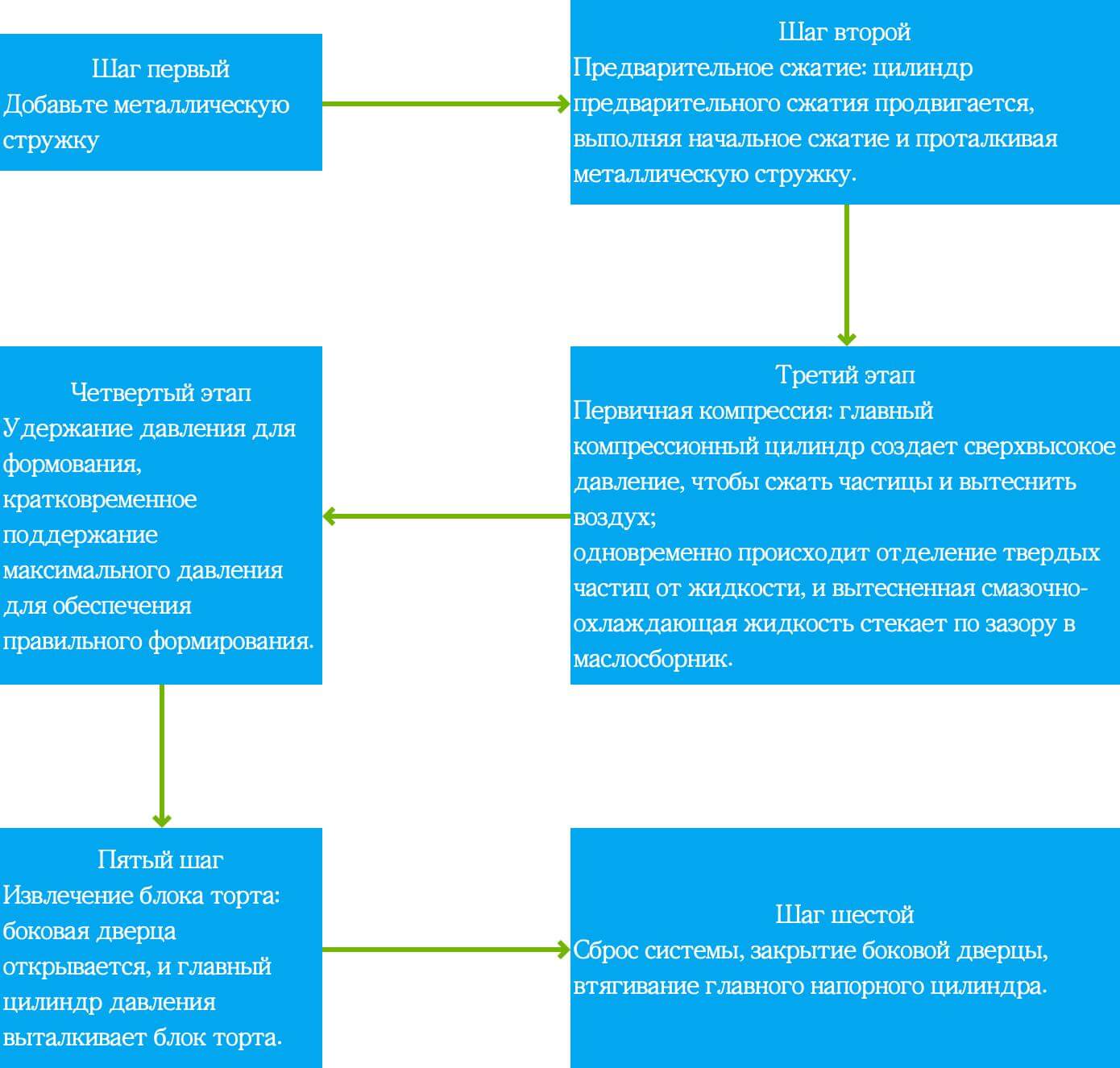
Загрузка и предварительное сжатие
Исходя из нашего более чем десятилетнего отраслевого опыта, для эксплуатации металлобрикетировочного пресса обычно требуется присутствие на площадке как минимум двух человек. Их основная задача — загрузка стружки в бункер с помощью лопат. Для повышения эффективности можно установить систему подачи, которая автоматически и непрерывно транспортирует отходы металлической стружки в бункер, хотя ручное содействие на месте всё равно необходимо.
Металлическая стружка поступает в брикетировочный пресс через бункер. Как только достигается заданное количество, активируется цилиндр предварительного сжатия (также называемый цилиндром подачи). Его шток выдвигается, первоначально сжимая рыхлую, спутанную стружку в загрузочной камере и аккуратно проталкивая её в камеру основного сжатия (полость матрицы). Цель этого шага — принудительно направить длинную, завитую стружку в полость, не допуская её спутывания или образования сводов, тем самым подготавливая материал к этапу основного сжатия и позволяя главному цилиндру работать с максимальной эффективностью.
Основное сжатие и разделение твёрдой и жидкой фаз
После того как цилиндр предварительного сжатия возвращается в исходное положение, немедленно включается главный цилиндр. Его массивный шток, способный создавать усилие в десятки и даже сотни тонн, с силой толкает металлическую стружку к торцу полости матрицы. На начальном этапе частицы стружки смещаются и заполняют крупные пустоты. По мере резкого роста давления стружка сначала испытывает упругую деформацию, затем достигает предела текучести и переходит в стадию пластической деформации — частицы растягиваются, изгибаются и сцепляются друг с другом. Некоторые хрупкие фрагменты или кромки стружки разрушаются, дополнительно заполняя микроскопические зазоры. Под давлением материал течёт до тех пор, пока все пустоты не будут устранены в максимально возможной степени. Одновременно это колоссальное давление выжимает подавляющую часть смазочно-охлаждающей жидкости, впитавшейся в стружку. Масло вытесняется наружу через тщательно спроектированные тонкие прорези в стенке полости матрицы, стекает в расположенный ниже сборный поддон и в конечном итоге отводится в масляную бочку для рекуперации. Это критически важный этап, на котором работает система сбора масла.
Выдержка под давлением
По достижении максимального давления система не сбрасывает его немедленно. Вместо этого она удерживает пиковое давление в течение заданного периода времени — как правило, нескольких секунд. Эта выдержка позволяет пластической деформации металлического материала полностью завершиться, гарантирует, что выдавленное масло успеет тщательно стечь, и обеспечивает структурную стабильность готового брикета. Кроме того, она предотвращает расширение или растрескивание брикета из-за упругого восстановления формы, которое неизбежно произошло бы при мгновенном сбросе давления.
Выталкивание брикета
По завершении фазы выдержки под давлением главный цилиндр сбрасывает давление. Затем боковая дверца (или задняя крышка) полости матрицы открывается с помощью отдельного, менее мощного гидроцилиндра — цилиндра боковой дверцы. После этого главный цилиндр вновь медленно выдвигается, полностью выталкивая спрессованный, затвердевший брикет из полости матрицы. Под собственной тяжестью брикет падает на расположенную ниже транспортную тележку или конвейерную ленту. В этот момент температура брикета слегка повышена из-за интенсивной пластической деформации, которую он претерпел.
Возврат в исходное положение и рециркуляция
После выталкивания брикета шток главного цилиндра полностью втягивается в исходное положение. Затем срабатывает цилиндр боковой дверцы, закрывая и запирая её для обеспечения надлежащей герметичности. После возврата всех компонентов в исходное состояние машина переходит в режим ожидания, готовая к команде на начало следующего рабочего цикла. Весь процесс автоматически управляется ПЛК (программируемым логическим контроллером), что обеспечивает непрерывную циклическую работу без ручного вмешательства.